
TOKO AWS A5.1 E7018 Welding Electrode
TOKO E7018, E7016 Low-Hydrogen, All-Position Welding Electrode for Critical Structural Welding | TOKO E7018 welding rods deliver consistently reliable welding performance, earning proven customer satisfaction across shipbuilding, structural fabrication, and heavy machinery applications.

Key Advantages
- AWS A5.1 Certified: Compliant with international standards for shielded metal arc welding (SMAW).
- Low-Hydrogen Formula: Minimizes hydrogen-induced cracking in high-strength applications.
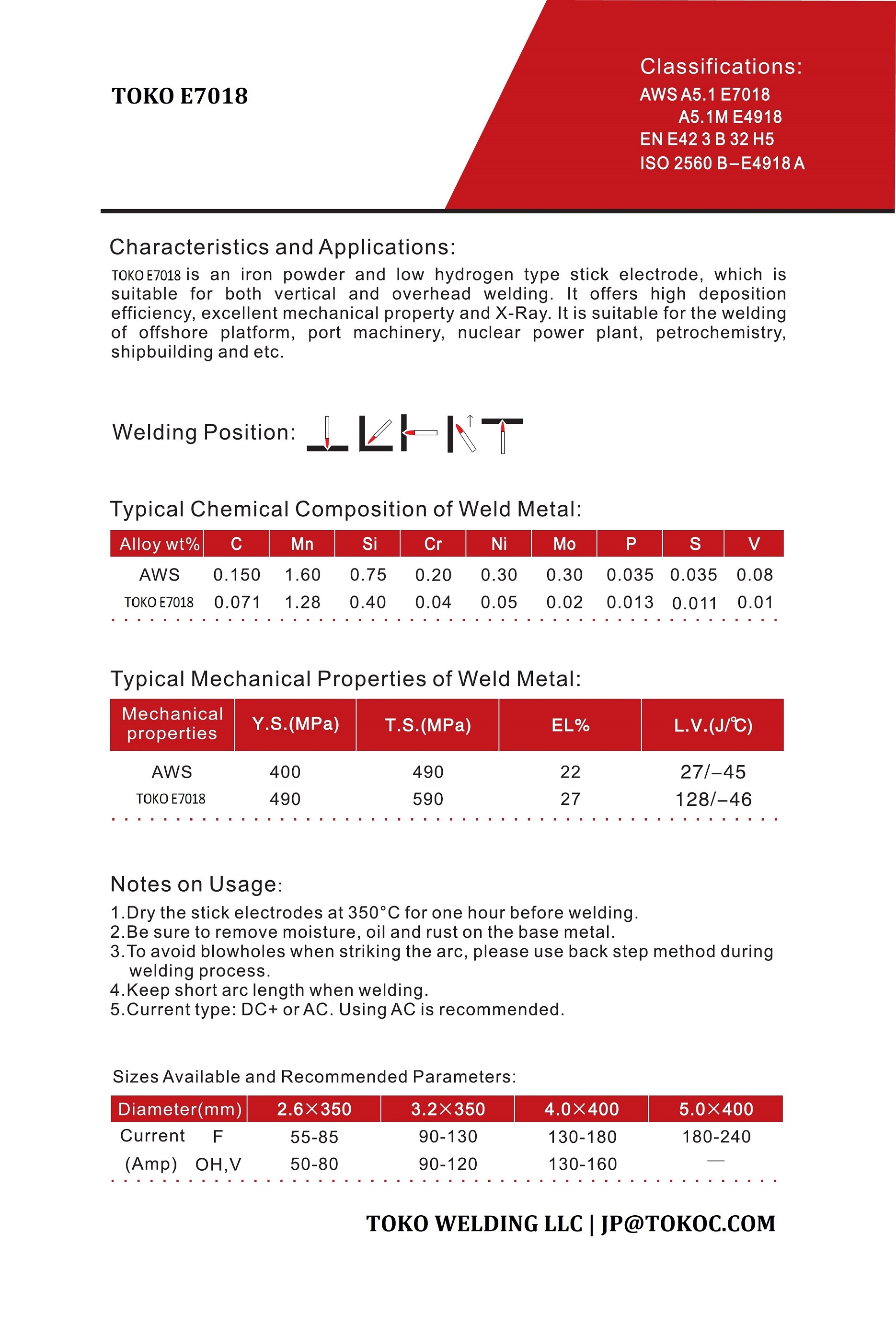
- All-Position Welding: Exceptional performance in flat, horizontal, vertical-up, and overhead positions.
- High Tensile Strength: 70,000 psi (490 MPa) weld metal strength.
- Impact Toughness: Maintains ≥27J at -30°C for cold-weather resilience.
Performance Benefits
- Smooth Arc Stability: Reduced spatter and easy slag removal.
- Deep Penetration: Ideal for thick materials and root passes.
- Crack Resistance: Low hydrogen levels (<5ml/100g) prevent HIC.
- Versatile Compatibility: Works on carbon steel, high-strength steel, and some low-alloy steels.
Common Applications
- Structural steel fabrication (beams, columns, bridges)
- Pressure vessel and pipeline welding
- Heavy machinery repair and maintenance
- Shipbuilding and offshore platforms
- Critical joints requiring X-ray quality welds

Technical Specifications
Product Specifications
| Property | Value |
|---|---|
| Diameter Range | 2.5mm–5.0mm |
| Current Type | AC/DC+ (recommended) |
| Position | All except vertical-down |
| Flux Composition | Low-hydrogen iron powder |
| Storage | Store at ≤50°C, <50% RH |
Welding Parameters
| Diameter (mm) | Current Range (DC+) | Voltage (V) |
|---|---|---|
| 3.2 | 90–130A | 22–26 |
| 4.0 | 120–180A | 24–28 |
| 5.0 | 180–250A | 26–30 |
Why Choose TOKO E7018?
- Proven Reliability: Trusted in seismic zones and high-stress infrastructure.
- Consistent Quality: Uniform slag detachment and bead appearance.
- Global Compliance: Meets ISO 9001, EN ISO 2560, and AS/NZS 4855 standards.
{kind=link}